






如果你就此放弃了,那么你这次是真正的失败了。我想,刚参加工作的小伙子们都会听到老师傅说:我们都是这样干过来的,先不要想钱,先要表现的好,时间长了技术会好的。我刚参加工作时听到的也是这些。我坚持了,我干的很好,虽然 年我以壮工为主,干的都是自己不愿干的,但机会总会来的,师傅们很喜欢我这个干活不挑剔不懂事乱说话的小伙子。很多师傅教我,给我机会。感谢他(她)们,第三年我开始参加比赛了,年年如此,03年我参加了全焊焊工比武。93年到03年,十年的时间。谁都可以的。
二、在学习的过程中,你要在实践中找出你学的技术是不是完全合理,想办法找出不足,去改进他,错了不要紧,少你的改进不完全是错的。不要只向一个人学,要向很多人学,不要仅跟师傅学,还要从书上学,少能学些理论,理论是实践的指导,理论是黑夜走路的明灯。
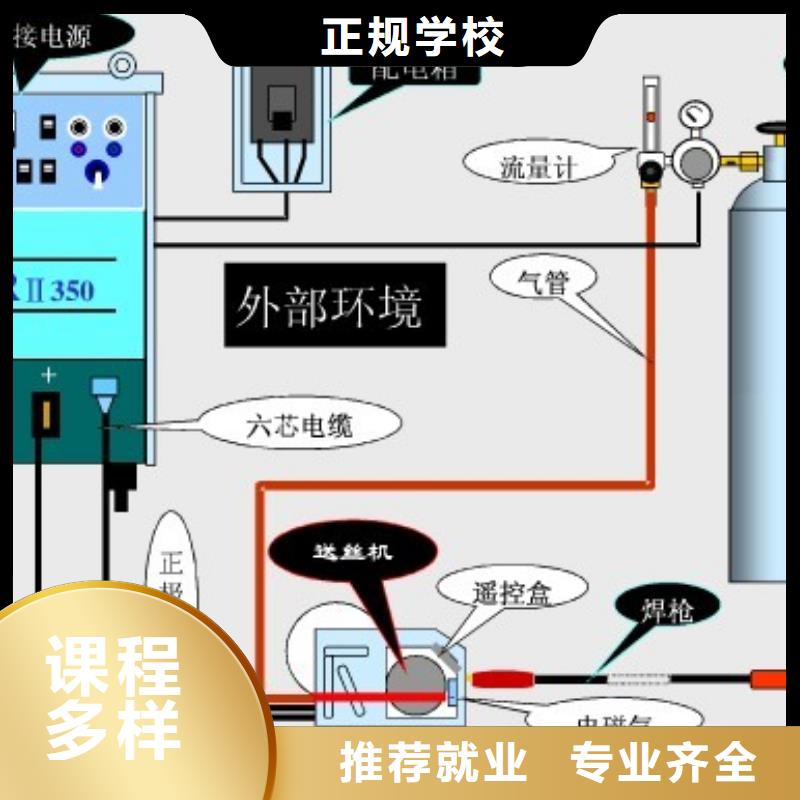
二氧化碳气体保护焊特点
焊接成本低——其成本只有埋弧焊和手工电弧焊的40~50%;生产效率高——其生产率是手工电弧焊的1~4倍;操作简便——明弧,对工件厚度不限,可进行全位置焊接而且可以向下焊接;焊缝抗裂性能高——焊缝低氢且含氮量也较少;焊后变形较小——角变形为千分之五,不平度只有千分之三;焊接飞溅小——当采用超低碳合金焊丝或药芯焊丝,或在CO2中加入Ar,都可以降低焊接飞溅。
二氧化碳气体保护焊焊接材料
(一)CO2气体
CO2气体的性质纯CO2气体是无色,略带有酸味的气体。密度为本1.97kg/m3,比空气重。在常温下把CO2气体加压至5~7Mpa时变为液体。常温下液态CO2比较轻。在0℃,0.1Mpa时,1kg的液态CO2可产生509L的CO2气体。

HS1000逆变式自动埋弧焊机
1.功能丰富
不仅具有平特性(CV)而且还具有降特性(CC),以及可用于碳弧气刨及手工电弧焊
2.技术先进
引进吸收了较先进的软开关控制技术,使电路更为简洁。
3.性能优异
实现了近/远控的自动转换,大功率,节能,结构紧凑和直观的焊接电流、电压、行走速度的数字显示。
所以,保护气体应选用氩气和二氧化碳的混合气,氩气的比例为75%,二氧化碳的比例为25%,这种混合气在对车身板件焊接时效果 。
在车身焊接时,要按照制造厂提供的维修手册作业,每个板件所要求的焊接方法各有不同。经常使用的焊接方法有搭接焊、对接焊和塞焊,对车身板件的焊接要注意电流尽量小,能用小电流焊接的不要用大电流焊接。焊接时要采用分段焊接,使每个焊缝都能够得到充分的冷却,以防止板件变形。
二、电阻点焊:
在车身制造中被大量应用的电阻点焊,现在在修理中也逐步开始应用了。
随着汽车材料的发展,有些超高强度钢不能采用气体保护焊焊接。气体保护焊焊接的热量会破坏超高强度钢的内部结构,使其强度降低。所以只能采用电阻点焊来修理。电阻点焊还有一个 的优点是受操作者的影响比较小,只要调整好焊接压力、焊接电流和焊接时间后,每个焊点的焊接质量基本不会发生大的偏差,焊接质量比较稳定。
